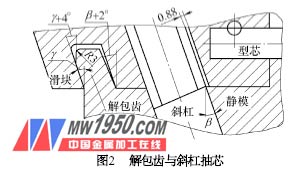
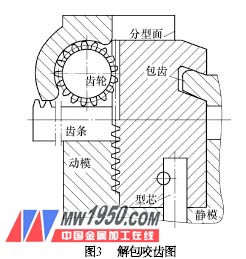
In-type castings have a large core force, and the unpacking is instantaneous. After unpacking, the sliding is fast and no-load operation. It should be reasonable to apply the force separately. The design is realized by the combination of the uncoupling and the core pulling mechanism. Figure 1 shows the new structural die-casting mold, combined with a slash (the diameter is much smaller than the original design) combined with a smokable composite core (the outer ring core against the casting core and then the outer ring core, such as the filter base), ∠γ< ∠β all-speed core can pump large core, thick and short core can only be used to unpack the teeth. It is required to unpack the slider freely; the slider hole does not squeeze the slash when the locking surface locks the slider; the starting point of the slant core is delayed to unpack the tooth to avoid the slash being first stressed. The inclined hole of the slider is fastened by two semicircles, and the distance between the two oblique axes is 0.88 mm (see Fig. 2). The recommended size is the same speed core (∠γ= ∠β= 20°, the part number is the same as Fig. 1) . Combined with the pinion and the rack, the long core (the top cover of the car gear needs to be pumped and lined up with 3 large long cores). Instead of the hydraulic core pulling, the program is reduced, the hydraulic pressure loss is reduced, and the cylinder is removed. Trouble. The speed ratio of the unpacking and the toothed slider is tan ∠β:1. The gears follow the three sections of empty teeth, teething and tooth removal. If the smooth transition is free, the dimensional accuracy of the relevant parts is not high, but The nominal size is correct, as shown in Figure 3. The point gate and the secondary pressurization are new structures. The common feature is to increase the function without adding the mold member. The overall structure of the mold is shown in Fig. 1, and the inner casting is the gun body. The unwrapping tooth is originally the locking block after the slider is closed, and the other side of the locking surface acts to release the tightening force, that is, to unpack the teeth; the original ejector acts as a secondary extrusion type porridge liquid material , that is, the top pressure bar; the original top plate acts as both the secondary pressure plate and the secondary pressure circuit switch; the original four clamping mold guide columns also have a diagonal limit function (limit position guide column) ); the original drain tank acts as a secondary pressurized feed tank and assists in pulling the break gate. Resin cutting sheet is made of resin as binder, glass fiber mesh sheet as bone, combined with a variety of materials, alloy steel, stainless steel and other difficult to cut materials, cutting performance is particularly remarkable.Dry type, wet type two kinds of cutting, so that the cutting precision is more stable, at the same time, the choice of cutting material and hardness, can greatly improve your cutting efficiency, save your production costs. Cutting Disc,Cutting Disc Saw Blades,Metal Cut Off Grinding,Disc Saw Blades Blade Behappy Crafts (suzhou)Co.,Ltd , https://www.craftsbehappy.com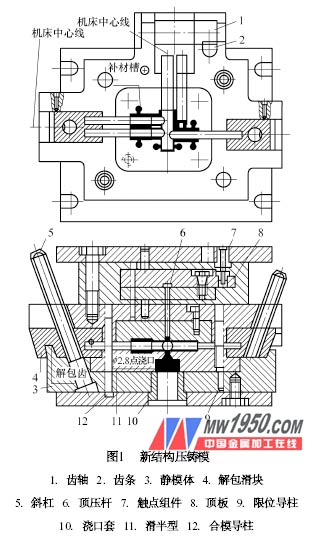
Behappy cutting discs deliver excellent cutting performance on metal pipes, tubes, flat sheets and more thanks to the power of innovative our echnologies