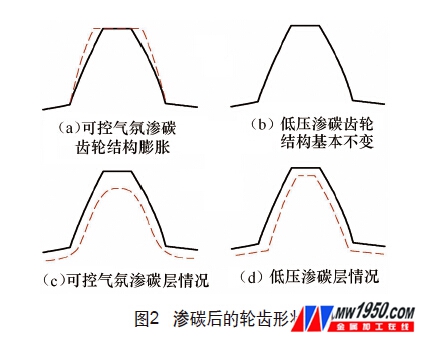
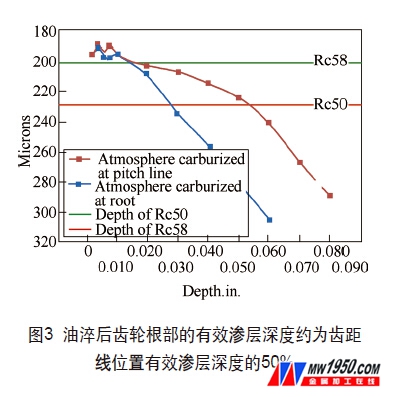
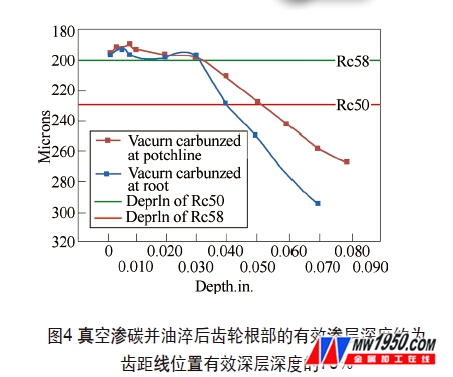
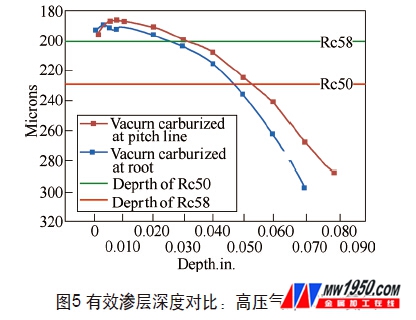
Low-pressure carburizing processes have proven to be reliable, especially for the deformation of shaped gears that do not require grinding after heat reduction, and the fatigue characteristics of various parts are significant. In addition, the low-pressure carburizing furnace is also competitive in terms of production cost control compared with the conventional atmosphere furnace. Transmission manufacturers are committed to increasing the power output of existing products or developing new products to increase output power. Transmission manufacturers are also working to reduce production costs by reducing distortion during carburizing. Gear manufacturers realize that by increasing the surface compressive stress of the workpiece by shot peening, the fatigue strength of the workpiece can be improved. But at the same time, it also increases the production cost of gears. Twin Disc introduced vacuum carburizing technology in the early 1990s to reduce gear distortion and the test results proved to be correct. At the same time, reports from major aerospace and automotive manufacturers show that this process allows parts to achieve higher bending fatigue strength. Since then, Twin Disc has been using low-pressure carburizing equipment to process gears. Production practices have proven that low-pressure carburizing is a direct way to reduce gear distortion while improving the fatigue life of parts. Process difference In a conventional atmosphere furnace, the workpiece is heated under a carburizing atmosphere. The small area at the top of the tooth at the top of the gear heats up quickly and reaches the austenitizing temperature faster, so this area absorbs carbon faster than the root area, resulting in uneven distribution of the layer. The tooth tip of the gear has more than the root. Deeper carburized layer. In addition, due to the "water-gas" reaction, intergranular oxidation occurs on the surface of the part (see Figure 1). A long, strong percolation cycle, followed by a long diffusion cycle, makes it more difficult for the surface of the workpiece to penetrate deeper into the carbon. Moreover, the carbon concentration distribution is generally high at the surface, and the carbon concentration after entering the surface is rapidly lowered. For low-pressure carburizing, the part is heated to the austenitizing temperature before the carburizing gas is injected, so that the permeation layer of the entire surface of the gear is uniform, and the depth of the layer is more easily controlled. Since the workpiece is heated in a vacuum, there is no intergranular oxidation. Multiple alternating carburizing and diffusion cycles (pulsed carburizing) can achieve higher carbon concentrations in deeper layers. Effects of different processes In the atmosphere furnace, the deeper layer of the top of the tooth causes the crown to expand and swell, affecting the shape accuracy of the workpiece or changing the geometry of the gear. If the gears are not subsequently ground (not normally formed), this result can result in having to use special machining equipment to cut and pick teeth to compensate for the deformation (see Figure 2). It is well known that higher compressive stresses on the surface of the workpiece result in higher fatigue strength. In 2000, a study by Twin Disc on the compressive stress of conventional atmospheric carburizing and vacuum carburizing showed that the surface compressive stress generated by low pressure carburizing samples is higher, which explains the many reports of low pressure carburizing users. Low pressure carburizing increases the cause of bending fatigue strength. Recently, a large company conducted heavy-duty failure operation tests on multiple sets of gears, using a long-term Weibull analysis to predict the gear life of the two methods. The results show that the gear life of low-pressure carburizing has increased by nearly 20,000. cycle. A heat treatment furnace manufacturer announced that using low-pressure carburizing, the bending fatigue strength increased by 30%, which is only a conservative estimate. Due to the use of low pressure carburizing, it is possible to better control carburization and achieve a higher carbon distribution (to achieve the required carbon concentration) in the deeper carbon layer. This results in a deeper hardened layer or a high-hardening zone (58HRC or higher), an extensive study comparing large amounts of atmospheric carburizing and low-pressure carburizing gears, low-pressure carburizing gears with high hardening zones reaching atmospheric carburizing gears 2 times. For a 1.5 mm-permeated gear, the high-hardening zone of the gear treated by the atmosphere furnace is 0.4 mm, and for the low-pressure carburized gear, the high-hardening zone reaches 0.9 mm (AISI 8620RH steel). The hardened zone on the surface of some gears will be ground in the later stage. For example, if the tooth surface is required to be ground by 0.13 mm, the hardness of the gear treated by an atmosphere furnace is 0.38 mm, and the hardening depth after grinding is 0.25 mm. . In contrast, the low pressure carburized gear achieves a higher hardening depth of 0.89 mm. After grinding, 0.76 mm is left, which significantly increases the bending fatigue strength. Low pressure carburizing can eliminate surface intergranular oxidation to increase bending fatigue strength. However, there is no advantage for workpieces that need to be ground after carburizing, because during the grinding process, intergranular oxidation will be worn away. Because the gears that need to be ground have reduced deformation after low-pressure vacuum carburizing, for most gears, the grinding process generally decreases from 4 to 3 times, which greatly shortens the processing time and saves the process cost. For example, for atmospheric carburizing parts, 10 parts are processed in 16h, and compared with vacuum carburizing, 20 parts can be processed in 5h, which greatly saves the subsequent processing time. Different quenching methods For atmospheric carburization, oil quenching is generally used, sometimes using a Gleason press for pressure quenching. When the liquid is quenched, a gas film is formed on the surface of the part to separate the workpiece from the quenching medium, which reduces the quenching speed, and at the same time, the cooling speed is uneven at different positions of the workpiece. The agitation of the oil can help eliminate the film, but the film at the corners is difficult to remove, such as the root of the gear. Different cooling rates cause different compressive stresses on the surface of the workpiece, resulting in greater deformation. The shallow layer of the carburizing gear tooth root and the effect of oil quenching generally lead to an atmosphere carburizing and oil quenching gear tooth root hardening layer can only reach 50% of the pitch circle (see Figure 3). Oil quenching is also applied to vacuum carburizing, but oil quenching under vacuum can effectively remove the gas film, which leads to low pressure carburizing and oil quenching gear at the root of the tooth, which has deeper effective hardening depth than atmospheric carburizing and oil quenching gear. . The effective hardened layer depth at the root of the tooth using vacuum carburizing and oiling can reach 70% of the pitch circle (see Figure 4). This is also due to the fact that the low pressure carburized gear has a deeper carburized layer at the root of the tooth. High pressure (20 bar) gas quenching (nitrogen, hydrogen or helium) in separate cold chambers is also applied to vacuum carburizing, which reduces deformation and provides a deeper effective hardened layer at the root, almost close The effective hardened layer at the pitch of the crown is deep. Using low-pressure carburizing and gas-quenching gears, the effective hardened layer at the root of the tooth can reach 90% of the top of the tooth tip (see Figure 5). In addition, the processed parts are very clean when they are released. The size of the gear, the maximum cross-section and the hardenability of the material determine whether the gas quenching is suitable for large parts. For small parts (or thin-walled parts), the cooling rate can be easily adjusted to fit the part size. Alternatively, a high hardenability material may be selected so that gas quenching can be applied to large parts. This treatment is very common in Europe. For oil quenching, a specific cooling rate of quenching oil is suitable for large parts, but for small parts, the quenching oil is cooled too quickly. This is not flexible unless it is available in a variety of quenching oils. In contrast, for gas quenching, the quenching pressure can be changed, the quenching gas can be selected, and the flow rate of the quenching gas can also be selected to achieve the required cooling rate, minimizing the quenching deformation of the part. attention Tests by Twin Disc show that the low-pressure carburizing process improves the performance of the layer (controls the layer), reduces the deformation, and has good repeatability and environmental protection. Despite the benefits such as this, there are some things to be aware of. For example, surface cleaning of the incoming workpiece is very important. During the initial processing, it was found that some of the treated parts had "soft spots" on their surfaces. Reason: First, the anti-seepage coating foams under vacuum to splash on other surfaces of the part. Therefore, it is critical to ensure the use of barrier coatings suitable for vacuum carburizing. Second, some water-soluble, boron-containing machining coolant remains on the surface of the workpiece. If boron is dry on the surface of the part, it acts like a vacuum carburizing anti-seepage coating and is difficult to remove. This coolant was not removed after the final machining of the part before being sent to the heat treatment. During the heat treatment, trichloroethylene is used for vacuum cleaning, but if the cleanliness of the solvent is not monitored, residual coolant is also carried to the parts. Therefore, cleaning processes, equipment and process maintenance are very important. Zhuzhou Zhirong Advanced Material Co., Ltd , https://www.zrcarbide.com Industrial Furnace Trade Co., Ltd. Ma Xiaoli")
Author: according to Xi Aimu (Beijing) Trading Co., Ltd. industrial furnaces Repairation