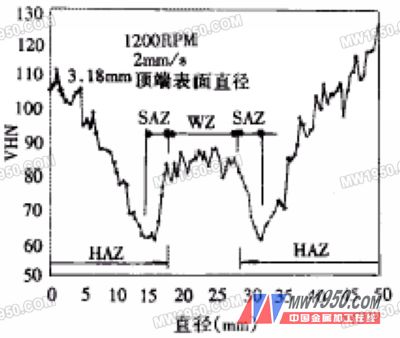
5. Welded joint performance Figure 2 Friction stir welding head during welding Figure 3 Hardness distribution of 6061-T6 aluminum alloy friction stir welded joint The friction stir welding temperature field test of Al 6061-T6 specimens shows that the maximum temperature of the weld center is about 450 °C (the melting temperature of the aluminum alloy base material is about 582 °C), and the corresponding material yield strength will decrease from about 280 MPa at normal temperature. To about 20 MPa, the high temperature of stirring is sufficient to cause the aluminum alloy to reach a plastic rheological state to form a high plastic stirring layer. Table 2 Mechanical properties of 6061-T6 base metal and welded joints The test found that the macroscopic structure of the friction stir weld has obvious plastic deformation flow lines, which are concentric. Taking 7075-T6 (AlZn5.6Mg2.5Cu1.6) aluminum alloy as an example, the plate thickness is 6.35mm, the welding speed is 2.1mm/s, and the weld is recrystallized. It is a small equiaxed crystal structure with a diameter of about 2~4μm. The wrong density is lower than the base metal. The very fine crystal precipitated in the base material (about 10 nm) is not visible in the weld. This is because when the friction stir welding, the temperature of the weld does not reach the melting point of the material, but exceeds the dissolution temperature of the segregation hardening point. In the agitating zone, severe plastic deformation causes the base metal grains to elongate, but no recrystallization is observed under transmission electron microscopy. Previous page
Inoculating loop and needle are instruments used for inoculation, serial dilution, aseptic sampling, transfer and microbial sample coating. Options include color-coded disposable consumables made of materials such as polymers, aluminum, and other metals. The disposable inoculating loops and the inoculation needles are made of non-toxic (USP VI grade) polystyrene material, which can provide users with a smooth surface of the inoculation loop for use in vaccines and diagnostic kits, pharmaceuticals and biotechnology.
Sterile Loop,Inoculating Loop And Needle,Disposable Inoculating Loops,Sterile Inoculating Loop,Sterile Disposable Inoculating Loops Yong Yue Medical Technology(Kunshan) Co.,Ltd , https://www.yongyuemeds.com
In the friction stir welded joint, in addition to the common weld zone (stirring zone), the heat affected zone and the base metal, there is also a Stir affected zone. Figure 2 shows the shape of the weld zone taken from the back of the test piece during the welding process. From the direction of the joint of the test piece in front of the agitation zone, the presence of the agitation zone can be clearly seen. The presence of the agitation-affected zone can also be demonstrated by the hardness distribution of the welded joint shown in FIG. 6061-T6 (A1Mg1SiCu) is a cold-rolled aging strengthened aluminum alloy. The increase of temperature will cause the hardness and strength of the material to decrease. However, due to the influence of stirring, the material in the adjacent weld zone will be deformed and strengthened to form a stirring influence zone. In Fig. 3, the area between the lowest point of hardness and the boundary of the weld is the agitation affected zone. 
The bending test results of the friction stir welded joints of 2014A (AlCu4SiMg), 5083 (AlMg4.5Mn) and 6082 (AlSi1MgMn) aluminum alloys show that the three joints can achieve a bending of 180 degrees. There is no solidification structure in the friction stir weld, and the mechanical properties of the weld metal are not significantly degraded. Therefore, the tensile test results indicate that the weakest link of the joint is not in the weld but in the softened zone as shown in FIG. Table 2 shows the tensile test results of the 6061-T6 aluminum alloy joint.   Yield strength (Mpa) Tensile strength (Mpa) Elongation rate (%) Base metal 343 357 20.8 Welded joint 194 206 17.2
6 Conclusion
As a new type of friction welding method, friction stir welding has broad application prospects in the connection of materials such as non-ferrous metals. Friction stir welding uses simple equipment, few process parameters and easy control. The weld has no solidified structure, no defects related to material melting, small welding stress or deformation, good joint performance and suitable for various joint structures. form.
