In petrochemical plants, there are often a large number of stainless steel pipes (including furnace tubes) that require on-site welding. Along with the rapid development of the petrochemical industry, large-scale petrochemical plants are increasingly using large-scale pipelines, which puts higher requirements on the installation and construction of the site. In order to ensure the quality of the pipe and the cleanliness inside the pipe, argon arc welding is usually used. When stainless steel is welded by argon arc welding, the affinity of stainless steel and oxygen is very large. If weld protection measures are not taken, the weld metal on the back side is easily oxidized during the welding process, the alloying elements are burnt, and welding defects are easily generated. The mechanical properties and corrosion resistance of the weld metal are reduced. In the argon arc welding of stainless steel pipes, in order to ensure the welding quality of the back of the weld, effective protective measures must be taken. In this paper, several effective methods for back protection of welds in stainless steel argon arc welding are introduced. Next page Waterfall Faucet ,Waterfall Bathroom Faucet,Waterfall Bath Taps,Waterfall Sink Faucet WENZHOU HUAGUAN SANITARY WARE CO,.LTD , https://www.wzhuaguan.com
First, the tube is filled with argon protection
The argon arc welding of stainless steel pipelines in petrochemical plant engineering generally adopts the method of filling argon in the pipe to prevent oxidation of the back side of the weld. The argon filling method mainly includes integral argon filling and partial argon charging. In order to save engineering costs and meet construction requirements, the internal argon filling method should be flexibly applied in conjunction with the specific construction conditions of the pipeline during the construction process.
1. Whole argon filling method
For small diameter pipes or pipe sets, when the pipe is short, the whole can be filled with argon, which is relatively simple.
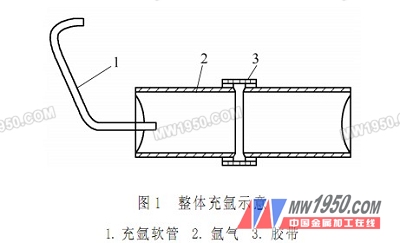
The whole method of filling argon is: sealing both ends with tape (paper shell, rubber sheet, etc.), one end of the tube is filled with argon gas, and the other end of the seal is filled with a discharge hole of 3 to 5 mm, mainly to prevent arcing. The pressure of the argon gas in the tube is too large, which makes the joint arcing difficult, resulting in defects such as pits. In addition, in order to prevent a large amount of argon gas discharged from the gap at the mouth, a section of the nozzle can be sealed with a tape in advance, leaving only the length of the welder to continuously weld. After the welding, tear off the same length of tape, then apply welding, and so on, until the welding is completed. The overall filling of argon is shown in Figure 1.